




cnc加工中心数控机床配件:伺服电机噪音的解决方法
cnc加工中心数控机床配件:伺服电机噪音的解决方法。噪声通常定义为信号中的无用成分,噪声无处不在。在...
cnc加工中心数控机床配件:伺服电机噪音的解决方法。噪声通常定义为信号中的无用成分,噪声无处不在。在...
来源: 点击数:13323次 更新时间:2021-12-01
cnc加工中心数控机床配件:伺服电机噪音的解决方法
噪声通常定义为信号中的无用成分,噪声无处不在。在数控机床及其周围环境中,噪声扰动是不可避免的,噪声扰动包括由温度变化引起的漂移以及各种电气扰动信号等。各种噪声扰动信号必然会降低伺服系统的跟踪精度。在数控机床控制柜中,一般采用接地技术、屏蔽技术、隔离技术来消除噪声扰动信号的影响。
针对各种扰动信号设计扰动观测器并在伺服控制系统中进行补偿是一种减少扰动影响、进而提高系统鲁棒性的办法。国内外许多学者针对伺服控制中扰动信号,进行了补偿控制方法研究。KIM等设计了一个模糊扰动观测器,用于多输入多输出系统的反馈跟踪控制,将模糊扰动观测器用于永磁同步电机的速度控制;RYOO等设计了一个鲁棒扰动观测器,在光盘驱动器系统的磁道跟踪控制中进行了实验;LU等采用滑模重复控制理论研究了扰动信号观测器;董明晓等结合混合灵敏度设计方法,设计了数控机床伺服H∞鲁棒控制器。
文中分析了噪声扰动对伺服系统跟踪精度的影响,提出了一种针对噪声扰动信号观测与补偿的控制方法:通过检测加到伺服驱动器上的电压和伺服电机转动角位移,将噪声扰动观测出来,并将扰动补偿量叠加到位置控制器输出中实现补偿。针对典型锯齿波噪声扰动信号做了仿真试验。

数控伺服系统模型以及电气扰动影响
带噪声扰动的半闭环进给伺服系统方框简图。设来自插补器的位置指令信号为X(s),伺服电机角位移输出信号为Y(s),设位置控制环节采用比例控制,传递函数为噪声扰动信号产生的稳态误差与扰动信号本身有关,还与N(s)在进给伺服系统中作用点之前的部分有关。
噪声扰动观测与补偿方法
进给伺服系统中,加入噪声扰动观测和补偿环节。如图2所示,通过检测加到伺服驱动器上的电压信号和伺服电机转动角位移,将扰动信号N(s)观测出来,并将扰动补偿量叠加到位置控制器输出中实现补偿。
由式(3)—(5)可得加入噪声扰动以及观测与补偿器后系统闭环传递函数G(s),与式(2)完全一致,说明图2所示针对噪声扰动的观测与补偿方法可以补偿扰动影响,提高系统抗干扰能力。
噪声扰动观测与补偿方法仿真
位置控制器环节,采用PID控制,比例系数为8.1,积分系数为0.002,微分系数为0.032。对噪声扰动进行观测补偿仿真研究时,设位置指令输入信号为2sin(0.4πt);噪声扰动为锯齿波信号,幅值为0.5,周期为2s。
当不考虑噪声扰动信号时,伺服进给系统的跟踪误差如图4所示,系统跟踪误差在±0.006mm范围内;当加入噪声扰动信号但不进行扰动观测与补偿时,跟踪误差如图5所示,系统跟踪误差在±0.02mm范围内;当采用文中噪声扰动观测与补偿方法后,跟踪误差如图6所示,系统跟踪误差在±0.007mm范围内。对比说明所研究噪声扰动观测与补偿方法,可有效提高伺服进给系统的抗干扰能力。
结论
噪声信号无处不在,在数控机床伺服系统驱动器接口处,噪声扰动包括由温度变化引起的漂移以及各种电气扰动信号等。各种噪声扰动信号必然会降低伺服系统的跟踪精度。文中不是从硬件,而是从软件补偿角度,设计了一种针对噪声扰动的观测与补偿方法:通过检测加到伺服驱动器上的电压和伺服电机转动角位移,将噪声扰动观测出来,并将扰动补偿量叠加到位置控制器输出中实现补偿。针对典型锯齿波扰动信号的仿真表明:所提出观测与补偿方法能有效提高跟踪精度,提高系统抗干扰能力。该方法是对硬件抗扰动技术的一个有益补充。

文章来自网络,由普拉迪数控机床型材cnc加工中心网站编辑,如若有问题请联系管理员,转载请注明出处:https://www.pratic-cnc.com/xingyedongtai/428.html

北京,2025年4月21日-26日 全球机床行业瞩目的第十四届中国国际机床展览会(CIMT)在北京中国国际展览中心(新馆)即将盛大开幕。作为金属加工装备领域的领...

型材加工企业头疼的4大难题 产品一致性差换线调试成本高自动化产线占地面积大人工与自动化模式切换困难 针对这些难点,普拉迪用“桁架机械手+型材机”黄金组合,推出行...

ITES深圳工业展 ,普拉迪将携重磅新品惊艳亮相。
在制造业升级的背景下,型材加工中心已成为提升生产效率的核心设备。然而,面对市场上众多品牌与机型,如何选择一台高性价比、稳定可靠的设备?本文从产品品质、品牌实力、...
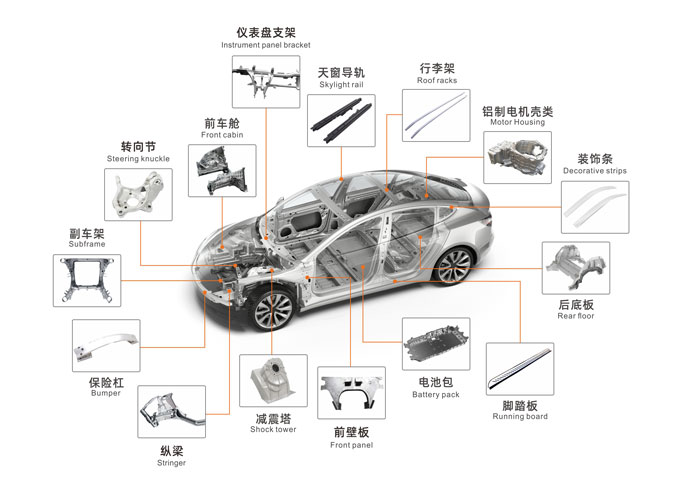
普拉迪深谙行业痛点,以铝合金加工为核心,构建起覆盖车身、底盘、内外饰及三电系统的全产品矩阵

在金属加工领域,这种设备展现出卓越的多材料加工能力,不仅限于铝材加工,在钢材、不锈钢、钛合金等材料的加工中同样表现出色。
