號
外
5G资讯放送

在5G网络建设中,基站的集中采购是最大的投资。
机械加工行业作为5G基站产业链的上游,面对价值过万亿的基站建设市场,挑战和机遇你抓住了吗?

4G时代,宏基站主要分三个部分天线、射频单元RRU和部署在机房内的基带处理单元BBU三个板块。5G网络倾向于采用AAU+CU+DU 的全新无线接入网构架,结构方面天线和射频单元RRU 将合二为一,成为全新的单元AAU(Active Antenna Unit,有源天线单元)。

随着5G基站建设密集铺开,从泛射频、光模块、天线、铁塔、PCB、小基站领域都将迎来重大的发展机遇。另外,5G对于小基站需求相对于4G将有明显提升,5G小基站规模预计会比4G多3-4倍,市场规模超过百亿。5G 建设期间,对PCB背板、AUU、屏蔽盖、散热器等金属构件的需求较大。给数控加工中心企业带来了广阔的市场前景。
全新的天线结构将带来制造工艺的变革,也给金属构件的加工提出了新的要求。


加工要求
● 尺寸:1200mm
● 材料:压铸铝
● 工艺:平面、腔、槽、孔、螺纹孔
●铣削占比在70%,无重切削,尺寸加工公差基本都是+-0.05控制
●壳体件比较大,至少需要850mm以上行程的机床
●机床规格推荐X轴工作台及行程不小于1200mm,快移速度推荐48m/min,最少需要20把刀
●电机及驱动,优先选择高扭矩,主轴推荐12000rpm

滤波器是基站射频核心器件,主要目的是为了解决不同频段、不同形式的无线通讯系统之间的干扰问题。
长远来看,现阶段金属滤波器仍是主流,未来小型化金属腔体滤波器与介质滤波器将成主流。
小型金属滤波器加工要求
● 尺寸:2.270mm*46mm
● 材料:压铸铝
● 工艺:平面、腔、槽、孔、螺纹孔
● M1.6(最小)4个,M2大概10个,M2.5大概8个
●尺寸加工公差基本都是+-0.02, 光洁度0.8
●机床规格推荐X轴工作台及行程不小于1200mm,快移速度推荐48m/min;刀库容量建议不小于20
●电机及驱动,优先选择高扭矩,主轴推荐12000rpm
●产品加工面多,对于加工效果要求高;
●产品表面的平面度、光洁度要求高;
●压铸件强度大、孔小,孔内容易有切屑物,砂眼及杂质易断钻头和丝攻;
●壁薄,装夹不方便,需设计合适夹具固定产品
目前,行业广泛使用的方案是立加搭配卧加至少三台设备组成一条生产线,通过多次装夹完成工件加工,这个加工方案容易排屑不良且效率低下,复杂的散热器壳体加工时间行业平均在100分钟以上,机加厂家盈利困难。
解决方案

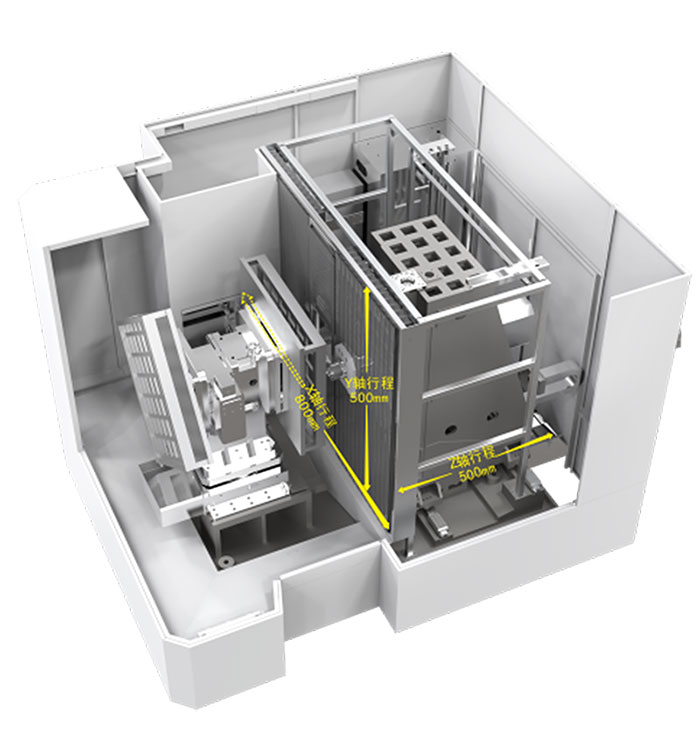
双工位卧式四轴五轴加工中心突破了卧加主要用于重型切削的传统观念,在传统卧式加工中心结构基础上改进,增大了各个轴向的移动速度,配置24000RPM高转速主轴,实现高转速、高进给、高速切削和高效复合加工。
加工5G通信散热器壳体、天线壳体、滤波器腔体,我们有以下优势:
❍ 采用卧式的加工方案,排屑效果好
采用卧式加工,配置高压冲水或中心出水,在加工过程中将废屑排出,彻底解决牙孔不良问题,加工效果极佳。
❍配置高转速电主轴,切削效率比传统立加高80%
配置20000rpm以上的高转速主轴,在加工有大量牙孔的5G通信产品时优势巨大,切削效率大幅度提升,极大缩短加工时间。
❍ 两次装夹加工多面,一台设备就是一条生产线,无需停机换料
双工位的设计让我们的设备可实现在一台设备上通过两次装夹,完成5G通信产品六面全工序加工。循环程序连续加工,无需停机换料,减少机床在实际生产中的效率损失,实际产出远高于立加和龙门。
❍ 实际加工应用案例丰富,方案高效成熟
经历一年时间的推广和客户应用,双工位卧式四轴五轴加工中心已在中兴、华为、三星等多个型号的散热器、滤波器上实现生产验证,效率均提高一倍以上,可实现连续稳定生产!随设备赠送产品评估方案、刀具夹具设计等全套交钥匙工程。


 电脑版
电脑版 手机版
手机版 回到顶部
回到顶部