




普拉迪加工中心操作指南手册:第一章 认识加工中心
加工中心是从数控铣床发展而来,由机械设备与数控系统组成的用于加工复杂零件的高效率、高精度的自动化机床...
加工中心是从数控铣床发展而来,由机械设备与数控系统组成的用于加工复杂零件的高效率、高精度的自动化机床...
来源: 点击数:27195次 更新时间:2024-01-15
目录
第一章 认识加工中心............................................................................................................................................ 1
图1-1 加工中心................................................................................................................................................... 18
1.3 加工中心的结构............................................................................................................................................ 18
1.3.1机械架构部分............................................................................................................................................ 19
机械部分是加工中心的骨骼,主要起到支撑、连接其他构件的作用。机械部分床身可分为铸件和焊接件两种,铸件稳定性较好且易于加工,在大批量生产中可节省开模成本,目前在加工中心得到广泛应用。........................................ 19
⑤ ⑥ ⑦ ⑧ ⑨ ⑩................................................................................... 19
图1-2 加工中心机械部分.................................................................................................................................. 19
①立柱 ②机头 ③主轴 ④y轴进给方向 ⑤z轴进给方向................................................. 19
⑥工作台 ⑦x轴进给方向 ⑧床鞍 ⑨床身 ⑩减速机......................................................... 19
1.3.2 配电部分.................................................................................................................................................... 19
配电部分是加工中心的脉络。配电部分的设立,使得机床可以实现规定的轴向进给,刀库换刀及正转反转,加工吹屑排屑等一系列自动化操作。它的运行体现了加工中心的功能延伸性。............................................................................... 19
机床动力线、反馈线、水管、油管、气管被包裹在拖链中,起到保护线路和美观的作用。风琴罩紧密覆盖在三轴位置,可防止滑屑进落入,影响精度。打刀缸是一种增力气液转换装置,上部是气缸,下部分是液压缸,并与油杯相通,底部为压杆回程气缸,气缸上腔进气,推动活塞及活塞杆向下运动,压缩密封在油腔内的液压油,产生推力,推动压杆运动,实现执行装置的动作。 19
图1-3 加工中心配电部分.................................................................................................................................. 20
①减速电机 ②刀库电机 ③拖链 ④风琴罩 ⑤刀库............................................................ 20
图1-4 打刀缸........................................................................................................................................................ 20
1.3.3 电柜部分.................................................................................................................................................... 20
电柜是加工中心的控制中枢。电柜的作用是对加工中心的各个用电设备进行电能分配和控制,在电路出现过载、短路和漏电现象时,电柜还可以提供断电保护。............................................................................................................................... 20
伺服放大器可以将伺服马达编码的脉冲信号放大转变为数值信号,经由NC控制器处理,再由伺服放大器转为脉冲信号,以达到控制伺服轴运动的目的。I/0模块用来控制信号的输入与输出。................................................................... 20
图1-5 电柜............................................................................................................................................................ 21
①电抗 ②伺服放大器 ③电动机断路器 ④交流接触器 ⑤继电器模块.................................. 21
⑥接线端子 ⑦24v电源 ⑧小型断路器 ⑨I/0模块....................................................................... 21
1.3.4 钣金部分.................................................................................................................................................... 21
钣金部分是加工中心的保护层。钣金件覆盖在机床的设备上,可以保护设备不被意外损坏,保持设备的理论使用寿命。经过无外露孔设计和防水设计的钣金件能够保持机床整洁美观。.................................................................................... 21
1.4 加工中心重要零部件................................................................................................................................... 21
1.4.1 硬轨与线轨................................................................................................................................................ 21
硬轨与线轨都是机床上轴向运动的结构方式。硬轨的导轨和床身是一体的铸造件,在铸件的基础上加工出导轨面,最后通过淬火热处理和磨削工艺加工完成。硬轨刚性好,强度高,但是惯性也很大,较难进行加工、装配及维修。同时由于导轨接触面大,使得摩擦阻力也较大,导轨较易磨损,进给速度受限,易产生爬行现象。硬轨常用于经济型机床或加工速度精度要求不高的重型切削上,如切削铸铁、大型模具等。............................................................................................................................................ 22
图1-6 硬轨图........................................................................................................................................................ 22
线轨全称为线性导轨,一般指的是滚动导轨。线轨本身分为滑轨和滑块两部分,滑块内设有可以进行内循环的滚珠或滚珠,滑轨的长度可以定制。它是一种模块化的元件,选择余地大,通过压板安装在床身上,磨损后可以拆下来更换,安装维修方便。线轨是滚动摩擦,通过滚珠或滚珠在导轨上滚动来带动导轨滑动,承受切削力和摩擦阻力相对较小,无爬行现象,运动速度快,精度高。线轨的承载能力和平稳性相比于硬轨而言相对较低,但是随着机械工艺的发展已经得到极大的提升,除了特殊构件,一般能够满足设备加工的需求。线轨因其高精度,需要按规范对它进行润滑等检修防护。线轨多用于高速度加工、高精度要求和快速走刀的工件加工上。................................................................................................................................................................................... 22
线轨按结构可分为滚珠型导轨和滚柱型导轨。滚珠型导轨与接触面属于点接触,成本低,速度快,但是由于接触面小,刚性相对较低,适合高速轻切削。滚柱与接触面属于线接触,接触面较大,因此刚性相对高,承载能力大,相应的,速度相比于滚珠型导轨较低,适合低速重切削。..................................................................................................................................................... 22
图1-7 线轨图........................................................................................................................................................ 23
1.4.2 丝杆和齿轮齿条装置.............................................................................................................................. 23
丝杆主要功能是将回转运动转换成线性运动,或将扭矩转换成轴向反复作用力。由于滚珠丝杆副是利用丝杆轴与丝杆螺母之间的滚珠做滚动运动的,所以丝杆传动摩擦力小,传动效率高,精度高,噪音低,能够实现精确的微进给,丝杆不能自锁,所以丝杆的传动具有可逆性。但是在长距离直线传动时,丝杆在重力作用下有可能因为强度不够而产生自垂,导致丝杆弯曲、变形,影响精度,所以丝杆一般适用于短距离高速往返传动。.............................................................................................................. 23
齿条可以分为直尺和斜齿。齿条的选型是根据客户对负载、运行速度和精度的需要进行设计制造的。齿条的优点是可以无限延长,便于拼接,运行速度快,寿命长,高刚性。缺点是相对于丝杆来说精度低,安装测试复杂。齿条需要进行定期的打油,检查铁屑是否在齿面是残留。......................................................................................................................................................... 23
① 齿条 ② 丝杆....................................................................................................................................... 23
图1-8 丝杆传动和齿轮齿条传动..................................................................................................................... 24
1.5 加工中心各轴实际运动方向...................................................................................................................... 24
图1-9 各轴运动方向........................................................................................................................................... 24
人面对机床站立,上下为z轴,左右为x轴,前后为y轴,“+”号方向为各轴正方向。............ 24
1.6 加工中心不同机型部分机械规格参数示例............................................................................................ 24
机型.......................................................................................................................................................................... 24
项目.......................................................................................................................................................................... 24
主轴.......................................................................................................................................................................... 24
NO............................................................................................................................................................................. 24
主轴转速.................................................................................................................................................................. 24
rpm............................................................................................................................................................................ 24
行程.......................................................................................................................................................................... 24
mm.............................................................................................................................................................................. 24
进给.......................................................................................................................................................................... 24
m/min....................................................................................................................................................................... 24
定位精度.................................................................................................................................................................. 24
mm.............................................................................................................................................................................. 24
PYC............................................................................................................................................................................ 24
BT40.......................................................................................................................................................................... 24
10000(20000电主轴)..................................................................................................................................... 24
2500~8500,580,450....................................................................................................................................... 24
60,28,28................................................................................................................................................................ 24
0.05,0.02,0.01.................................................................................................................................................. 24
PIC............................................................................................................................................................................ 24
BT30.......................................................................................................................................................................... 24
12000(24000电主轴)..................................................................................................................................... 24
2500~6500,450,450........................................................................................................................................... 24
60,28/40,28/40.................................................................................................................................................. 24
0.05,0.02,0.01.................................................................................................................................................. 24
PHA............................................................................................................................................................................ 24
BT40.......................................................................................................................................................................... 24
10000(20000电主轴)..................................................................................................................................... 24
3000`6000,2000,800......................................................................................................................................... 24
40,50,20................................................................................................................................................................ 24
0.05,0.03,0.02.................................................................................................................................................. 24
PHB............................................................................................................................................................................ 24
HSK............................................................................................................................................................................ 24
16000(20000电主轴)..................................................................................................................................... 24
4000~30000,2000~2500,800~1250............................................................................................................... 24
30,30,30................................................................................................................................................................ 24
0.02,0.015,......................................................................................................................................................... 24
0.01.......................................................................................................................................................................... 24
PW.............................................................................................................................................................................. 24
8050.......................................................................................................................................................................... 24
BT30.......................................................................................................................................................................... 24
24000....................................................................................................................................................................... 24
800,800,500......................................................................................................................................................... 24
48,48,48................................................................................................................................................................ 24
0.02,0.02,............................................................................................................................................................ 24
0.015....................................................................................................................................................................... 24
表1-1 机型部分技术参数.................................................................................................................................. 24
第一章 认识加工中心
加工中心是从数控铣床发展而来,由机械设备与数控系统组成的用于加工复杂零件的高效率、高精度的自动化机床。它与数控铣床的最大区别在于加工中心配有刀库,具有自动交换加工刀具的功能。通过在刀库上安装不同用途的刀具,可在单次装夹中自动换刀对工件进行多道工序的加工。
1.1 本章内容
§. 加工中心的认识
§. 加工中心的结构
§. 加工中心重要零部件
1.2 加工中心的认识
加工中心(英文缩写为CNC,全称为Computerized Numerical Control)是一种装有数字控制系统的自动化机床。数字控制系统能够逻辑地处理控制编码或其他符合指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。数控装置经运算处理发出各种控制信号控制机床的运行,从而能够按照图纸要求的形状尺寸,通过铣、镗削、钻削、攻螺纹等工序,自动的将零件加工出来。加工中心较好的解决了形状较为复杂,精度要求高的单件或中小批量多品种的工件生产问题,是一种高综合性的、高效能的自动化机床。加工中心是目前世界上产量最高、应用最广泛的数控机床之一,是一种典型的机电一体化产品。
标准的数控加工中心由机床本体、数控系统、电气控制装置、辅助装置组成。其余可供选择的特殊配置有特殊测量装置、排屑机、刀具等。

1.3 加工中心的结构
1.3.1机械架构部分
机械部分是加工中心的骨骼,主要起到支撑、连接其他构件的作用。机械部分床身可分为铸件和焊接件两种,铸件稳定性较好且易于加工,在大批量生产中可节省开模成本,目前在加工中心得到广泛应用。

1.3.2 配电部分
配电部分是加工中心的脉络。配电部分的设立,使得机床可以实现规定的轴向进给,刀库换刀及正转反转,加工吹屑排屑等一系列自动化操作。它的运行体现了加工中心的功能延伸性。
机床动力线、反馈线、水管、油管、气管被包裹在拖链中,起到保护线路和美观的作用。风琴罩紧密覆盖在三轴位置,可防止滑屑进落入,影响精度。打刀缸是一种增力气液转换装置,上部是气缸,下部分是液压缸,并与油杯相通,底部为压杆回程气缸,气缸上腔进气,推动活塞及活塞杆向下运动,压缩密封在油腔内的液压油,产生推力,推动压杆运动,实现执行装置的动作。

图1-3 加工中心配电部分
①减速电机 ②刀库电机 ③拖链 ④风琴罩 ⑤刀库

图1-4 打刀缸
1.3.3 电柜部分
电柜是加工中心的控制中枢。电柜的作用是对加工中心的各个用电设备进行电能分配和控制,在电路出现过载、短路和漏电现象时,电柜还可以提供断电保护。
伺服放大器可以将伺服马达编码的脉冲信号放大转变为数值信号,经由NC控制器处理,再由伺服放大器转为脉冲信号,以达到控制伺服轴运动的目的。I/0模块用来控制信号的输入与输出。

图1-5 电柜
①电抗 ②伺服放大器 ③电动机断路器 ④交流接触器 ⑤继电器模块
⑥接线端子 ⑦24v电源 ⑧小型断路器 ⑨I/0模块
1.3.4 钣金部分
钣金部分是加工中心的保护层。钣金件覆盖在机床的设备上,可以保护设备不被意外损坏,保持设备的理论使用寿命。经过无外露孔设计和防水设计的钣金件能够保持机床整洁美观。
1.4 加工中心重要零部件
1.4.1 硬轨与线轨
硬轨与线轨都是机床上轴向运动的结构方式。硬轨的导轨和床身是一体的铸造件,在铸件的基础上加工出导轨面,最后通过淬火热处理和磨削工艺加工完成。硬轨刚性好,强度高,但是惯性也很大,较难进行加工、装配及维修。同时由于导轨接触面大,使得摩擦阻力也较大,导轨较易磨损,进给速度受限,易产生爬行现象。硬轨常用于经济型机床或加工速度精度要求不高的重型切削上,如切削铸铁、大型模具等。

图1-6 硬轨图
线轨全称为线性导轨,一般指的是滚动导轨。线轨本身分为滑轨和滑块两部分,滑块内设有可以进行内循环的滚珠或滚珠,滑轨的长度可以定制。它是一种模块化的元件,选择余地大,通过压板安装在床身上,磨损后可以拆下来更换,安装维修方便。线轨是滚动摩擦,通过滚珠或滚珠在导轨上滚动来带动导轨滑动,承受切削力和摩擦阻力相对较小,无爬行现象,运动速度快,精度高。线轨的承载能力和平稳性相比于硬轨而言相对较低,但是随着机械工艺的发展已经得到极大的提升,除了特殊构件,一般能够满足设备加工的需求。线轨因其高精度,需要按规范对它进行润滑等检修防护。线轨多用于高速度加工、高精度要求和快速走刀的工件加工上。
线轨按结构可分为滚珠型导轨和滚柱型导轨。滚珠型导轨与接触面属于点接触,成本低,速度快,但是由于接触面小,刚性相对较低,适合高速轻切削。滚柱与接触面属于线接触,接触面较大,因此刚性相对高,承载能力大,相应的,速度相比于滚珠型导轨较低,适合低速重切削。

图1-7 线轨图
1.4.2 丝杆和齿轮齿条装置
丝杆主要功能是将回转运动转换成线性运动,或将扭矩转换成轴向反复作用力。由于滚珠丝杆副是利用丝杆轴与丝杆螺母之间的滚珠做滚动运动的,所以丝杆传动摩擦力小,传动效率高,精度高,噪音低,能够实现精确的微进给,丝杆不能自锁,所以丝杆的传动具有可逆性。但是在长距离直线传动时,丝杆在重力作用下有可能因为强度不够而产生自垂,导致丝杆弯曲、变形,影响精度,所以丝杆一般适用于短距离高速往返传动。
齿条可以分为直尺和斜齿。齿条的选型是根据客户对负载、运行速度和精度的需要进行设计制造的。齿条的优点是可以无限延长,便于拼接,运行速度快,寿命长,高刚性。缺点是相对于丝杆来说精度低,安装测试复杂。齿条需要进行定期的打油,检查铁屑是否在齿面是残留。

① 齿条 ② 丝杆
图1-8 丝杆传动和齿轮齿条传动
1.5 加工中心各轴实际运动方向

图1-9 各轴运动方向
人面对机床站立,上下为z轴,左右为x轴,前后为y轴,“+”号方向为各轴正方向。
1.6 加工中心不同机型部分机械规格参数示例

表1-1 机型部分技术参数

文章来自普拉迪技术支持部,由普拉迪数控机床型材加工中心网站编辑,如若有问题请联系管理员,转载请注明出处:http://www.pratic-cnc.com/jishuzhichi/403.html

长度动辄达到20米以上,甚至26米。如何高效、精密且经济地加工这些“钢铁长龙”,一直是制造业面临的挑战。传统上,人们可能会首先想到龙门加工中心,但一种更专业、更...

在新能源行业追求更高能量密度与极致安全的征程中,固态电池被誉为下一代动力电池的“圣杯”。然而,从实验室的突破到规模化量产,横亘在面前的是一系列艰巨的工程技术挑战...

铝型材本身巨大的市场需求,是催生专用加工中心的根本原因。型材加工中心就是铝型材中最具代表性的加工中心。

尊敬的客户:您好!在国庆中秋节放假期间,普拉迪的各项工作并未停止,有任何设备相关问题与咨询问题都可拨打400-888-1136进行咨询。

假期期间,为保证能迅速响应客户需求,普拉迪售服热线仍有专人值守。若有紧急情况需要协助处理,欢迎及时拨打普拉迪售服热线:400-888-1136
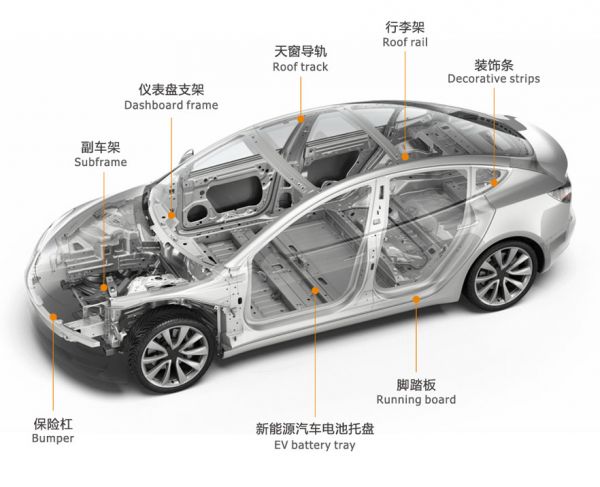
普拉迪型材加工中心作为高端数控装备的代表,正以其卓越的精度、极高的效率和出色的灵活性,深度融入汽车研发与生产的各个环节,成为推动行业进步的关键力量。
