




铝型材外壳打孔加工要注意什么?
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中...
来源:原创 点击数:6626次 更新时间:2024-07-15
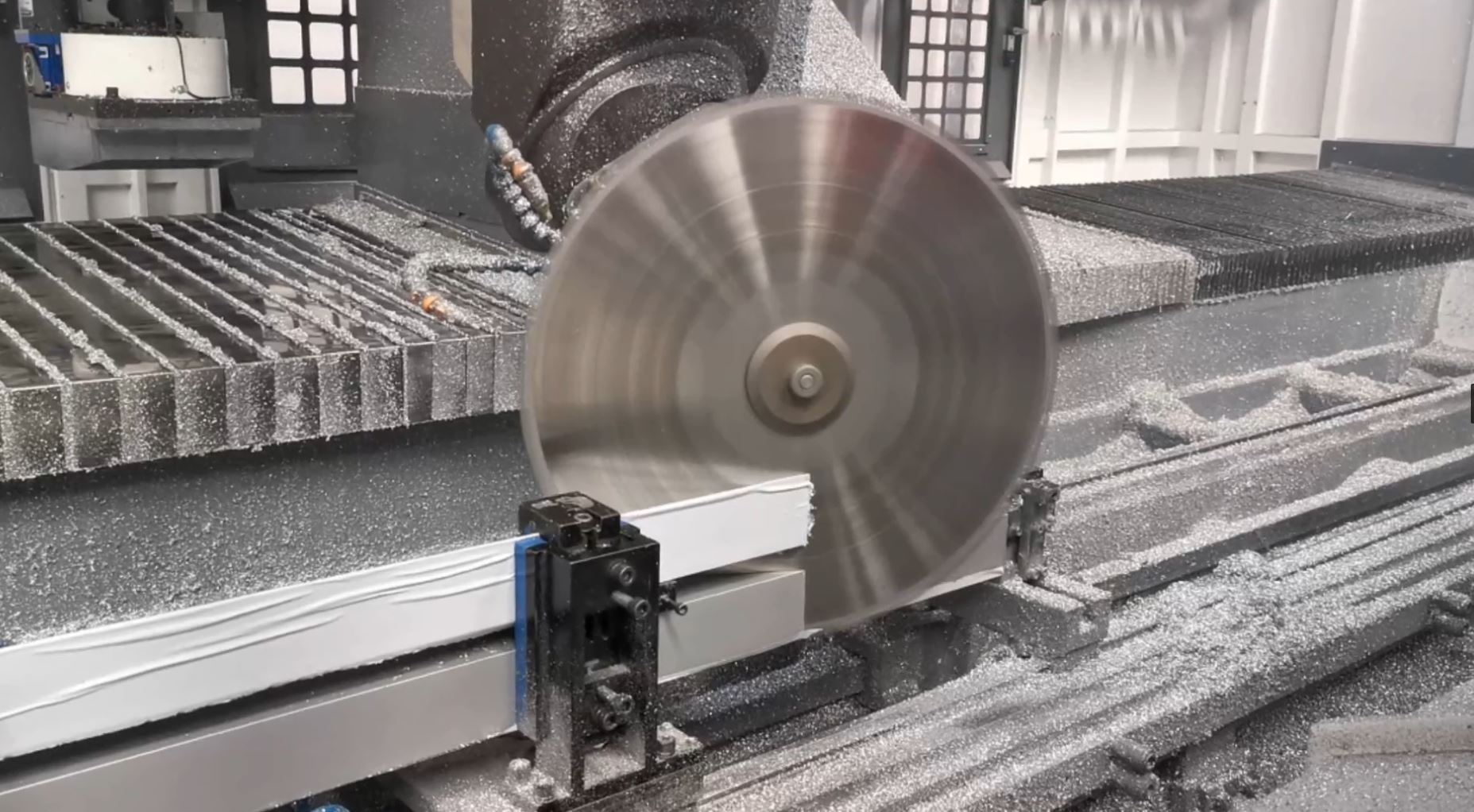
在工业生产中,铝型材外壳因其轻便、耐腐蚀、易加工等优点,广泛应用于各种设备。而在铝型材外壳加工过程中,打孔是一道重要工序。那么,铝型材外壳打孔加工都要注意些什么呢?让我们来一起看看吧!

钻头选择:根据铝型材的厚度和孔径要求,选择合适的钻头。钻头材质应选用高速钢或硬质合金,以确保加工质量和效率。
机床选择:选用专用的铝型材加工机床,如数控钻床、激光切割机等,可以提高加工精度和效率。
孔位布局:在设计孔位时,应尽量对称分布,避免局部应力集中,导致型材变形。
孔径大小:孔径过小会增加加工难度,孔径过大则可能导致型材强度下降。应根据实际需求合理选择孔径。
切削速度:铝型材切削速度不宜过快,以免产生过多的热量,导致钻头磨损和铝型材变形。一般建议切削速度在1000-1500米/分钟。
进给速度:进给速度过快会导致钻头与铝型材摩擦加剧,产生热量,影响加工质量。一般建议进给速度在0.05-0.15毫米/转。
冷却润滑:在加工过程中,适当使用冷却液可以降低钻头与铝型材之间的摩擦,延长钻头寿命,提高加工质量。
定位准确:在打孔前,确保铝型材固定牢固,防止在加工过程中产生位移。
逐步进给:在钻孔过程中,采用逐步进给的方式,避免一次性进给过深,导致钻头断裂。
适时退刀:在钻孔完成后,及时退出钻头,避免在孔内停留时间过长,导致孔壁损伤。
孔径检验:使用游标卡尺等量具,检测孔径是否符合要求。
孔位检验:通过对比图纸,检查孔位是否准确。
表面质量检验:观察孔壁是否有毛刺、划痕等缺陷,确保表面光滑。
想要了解更多关于铝型材加工的技术干货和行业动态?关注下方官方公众号【普拉迪数控科技】,海量资源等你来挖掘!或者点击链接,“型材加工中心”获取更多铝型材加工实用技巧,让你的加工技术更上一层楼!


商业航天正经历从“科研试样”向“工业化量产”的历史性转型。截至2025年,我国商业航天市场规模已突破2.5万亿元,2015至2025年年均复合增长率达20.84...

2026年4月21日至25日,第十四届中国数控机床展览会(CCMT 2026)在上海新国际博览中心盛大举行。本届展会规模宏大,汇聚全球近2000家展商,展览总面...

2026年3月20日,以“领略以AI驱动的智造变革,解锁机加工艺的精度跃迁”为主题的2026先进制造业发展论坛在成都海湾酒店圆满举办。国内领先的数控机床及自动化...

导语:当比亚迪二代闪充电池以“油电同速”的极致效率重塑行业标准时,其背后对电池系统精密部件——尤其是超长电池托盘、高精度液冷板的制造,提出了前所未有的挑战。如何...

普拉迪:以深厚技术积淀,领跑新能源汽车铝加工赛道在新能源汽车轻量化的浪潮中,铝型材的深加工已成为决定零部件性能与安全的关键环节。特别是新能源汽车的迅速普及,汽车...

一、前言中国汽车产业正经历电动化、智能化主导的转型,市场增长动力、竞争逻辑与全球位势重构。本报告基于2025年市场分析,提炼关键趋势并展望2026年,为行业决策...
