




加工中心铝件加工参数解析
在现代制造业中,铝件因其轻便、耐腐蚀、导电性好等特点,被广泛应用于航空航天、汽车零部件等领域。而在加...
在现代制造业中,铝件因其轻便、耐腐蚀、导电性好等特点,被广泛应用于航空航天、汽车零部件等领域。而在加...
来源:原创 点击数:9234次 更新时间:2024-09-19
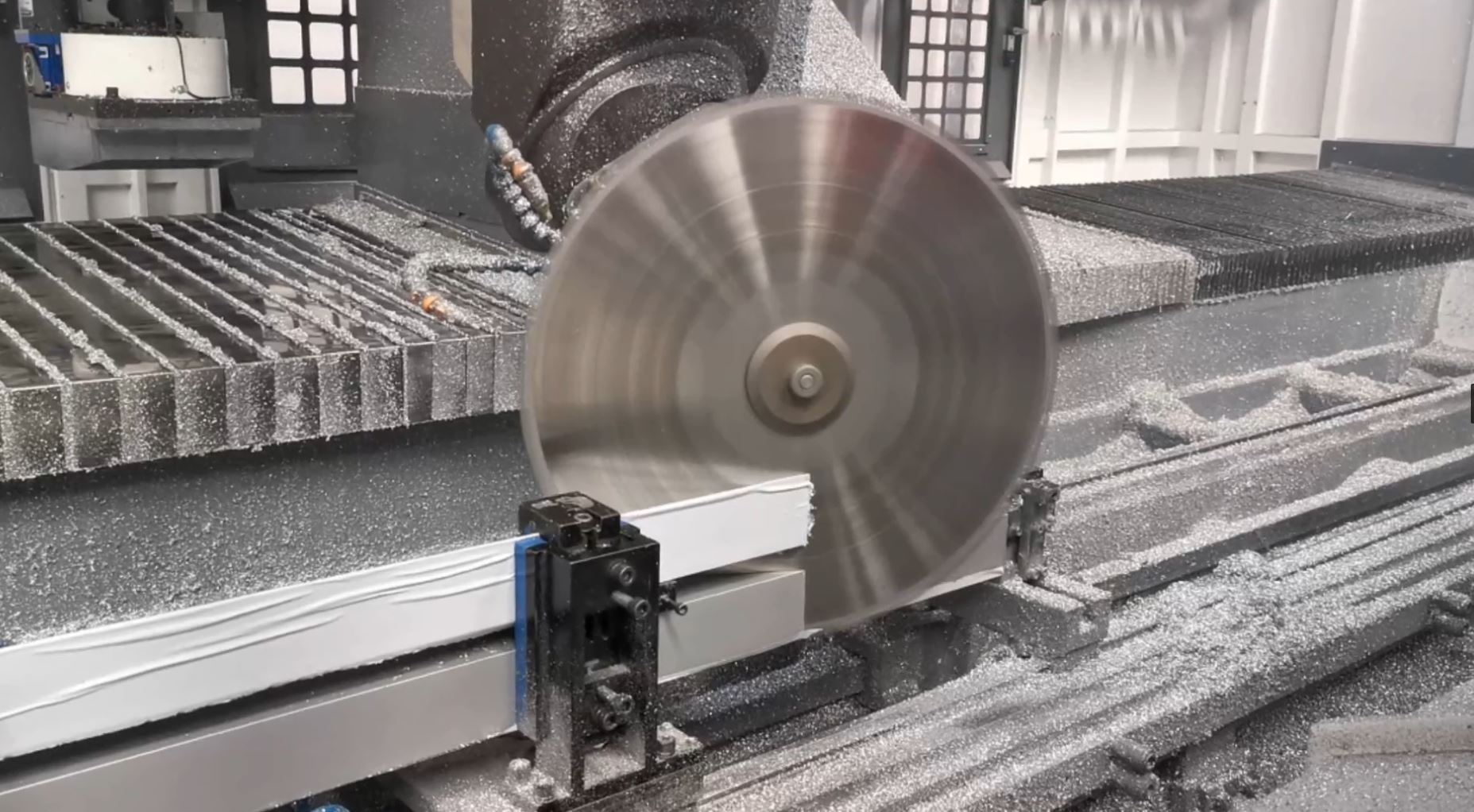
在现代制造业中,铝件因其轻便、耐腐蚀、导电性好等特点,被广泛应用于航空航天、汽车零部件等领域。而在加工中心中对铝件进行精确加工,如何选择合适的加工参数则是提高加工质量和效率的关键。本文将围绕加工中心铝件加工参数这一主题展开,帮助读者了解如何优化铝件的加工过程。

铝合金具有较高的延展性和良好的切削性能,但也因其硬度较低,容易产生切削粘附,尤其在高温加工时,刀具容易磨损。因此,在加工中心中对铝件进行加工时,选择合适的刀具、切削速度、进给量和切削液等参数至关重要。
1. 刀具材料与几何参数
加工铝件时,刀具的选择尤为关键。通常,硬质合金刀具或高速钢刀具是较常用的材料。铝件硬度低,容易粘刀,因此刀具应具备良好的表面光洁度,同时刀具角度要较大,以减小切削阻力。具体建议如下:
前角:推荐选择12°至15°。
后角:建议保持在6°至8°,有助于减少刀具与工件的摩擦。
刃口圆角:适当的刃口钝化(0.01mm-0.02mm)能有效提升刀具耐用性。
2. 切削液的选择
由于铝材在加工过程中容易生成切屑堆积,导致刀具过热,因此切削液的选择显得尤为重要。一般选择具有良好润滑性和冷却性能的切削液,如乳化液或油基冷却液,有效降低刀具温度,避免材料表面变形和切削黏连。
在加工中心铝件加工中,切削速度、进给量和切削深度是影响加工质量和效率的主要参数。根据铝件材料的特性,这些参数的设定需要谨慎处理。
1. 切削速度(V)
铝件加工时,建议采用较高的切削速度,因为铝材硬度较低,能在高速度下保持良好的加工精度和表面质量。具体的推荐切削速度范围为:
铝合金加工:切削速度可以在500m/min至2000m/min之间,根据具体工件形状和尺寸进行调整。
在实际操作中,切削速度的选择需要考虑刀具的类型和冷却液的应用情况。高速切削可以有效减少切屑粘附和积屑瘤的产生,同时提高表面光洁度。
2. 进给量(F)
进给量指的是每分钟刀具移动的距离。铝件加工的进给量应根据具体刀具和加工工艺确定。对于铝件加工,建议选择中等至较高的进给量,通常范围为0.1mm/rev至0.5mm/rev。如果进给量过大,会导致表面粗糙度增加;而进给量过小,则可能导致刀具磨损增加和生产效率下降。
3. 切削深度(ap)
切削深度与工件的尺寸、形状以及切削要求密切相关。在铝件加工中,较大的切削深度可以减少加工时间,但也容易导致刀具负荷过大,影响加工精度。因此,建议在初次粗加工时,切削深度可设定在2mm-5mm;而在精加工时,切削深度应控制在0.1mm-0.5mm之间,以确保较高的表面光洁度。
在加工中心对铝件进行加工时,常见的加工难题包括刀具粘附、积屑瘤形成、加工表面粗糙等。这些问题往往会导致工件质量下降甚至刀具损坏。
1. 刀具粘附问题
由于铝材具有较高的塑性,尤其在高温条件下,容易发生刀具粘附现象。为避免这种情况,可以采取以下措施:
选择合适的刀具涂层(如TiN、TiAlN涂层),提高刀具的耐磨性和耐热性。
提高切削速度,降低摩擦产生的温度,减少粘附。
2. 积屑瘤的形成
积屑瘤会导致加工表面粗糙度增加。为了减少积屑瘤的产生,可以通过增加切削液的冷却效果,以及选用高锋利度的刀具来解决。适当的切削速度和进给量调整也有助于减少积屑瘤。
3. 加工表面粗糙
表面粗糙问题通常是由于进给量或切削深度过大引起的。通过适当降低进给量,减少切削深度,以及使用高光洁度刀具,可以有效提升工件表面的光滑度。
为了实现高效、优质的铝件加工,可以采取以下优化措施:
切削参数动态调整:不同工件、刀具和加工环境下的参数可能各不相同,因此要灵活调整切削速度、进给量和切削深度,以获得最佳效果。
使用高速主轴:铝件加工时,高速主轴能显著提高生产效率并确保加工精度。采用12000rpm以上的主轴速度,可以适应更快的切削速度。
采用先进加工技术:如五轴联动加工、HPC(高效加工)等技术,有助于更精确地控制加工过程,避免不必要的误差。
铝件加工因其材料特性而要求较为精细的加工参数设定。通过合理选择刀具材料、切削液以及适当的切削速度、进给量和切削深度,可以显著提升型材加工中心铝件加工的效率和质量。针对加工中的常见问题,灵活调整工艺参数,结合现代先进加工技术,能够进一步优化铝件的加工效果。最终,实现高效、高质量的生产。

商业航天正经历从“科研试样”向“工业化量产”的历史性转型。截至2025年,我国商业航天市场规模已突破2.5万亿元,2015至2025年年均复合增长率达20.84...

2026年4月21日至25日,第十四届中国数控机床展览会(CCMT 2026)在上海新国际博览中心盛大举行。本届展会规模宏大,汇聚全球近2000家展商,展览总面...

2026年3月20日,以“领略以AI驱动的智造变革,解锁机加工艺的精度跃迁”为主题的2026先进制造业发展论坛在成都海湾酒店圆满举办。国内领先的数控机床及自动化...

导语:当比亚迪二代闪充电池以“油电同速”的极致效率重塑行业标准时,其背后对电池系统精密部件——尤其是超长电池托盘、高精度液冷板的制造,提出了前所未有的挑战。如何...

普拉迪:以深厚技术积淀,领跑新能源汽车铝加工赛道在新能源汽车轻量化的浪潮中,铝型材的深加工已成为决定零部件性能与安全的关键环节。特别是新能源汽车的迅速普及,汽车...

一、前言中国汽车产业正经历电动化、智能化主导的转型,市场增长动力、竞争逻辑与全球位势重构。本报告基于2025年市场分析,提炼关键趋势并展望2026年,为行业决策...
